





 扫一扫
扫一扫

友鑫金属制品有限公司
01源头工厂,海量货源
友鑫金属制品有限公司,拥有自建大型厂区,海量货源,满足客户的供货需求
02优良产品,保障质量
公司生产的 不锈钢桥梁护栏、都是优良级别产品,保障产品的质量
03售后服务,让您无忧
友鑫金属制品有限公司,为您提供售前,售中,售后服务
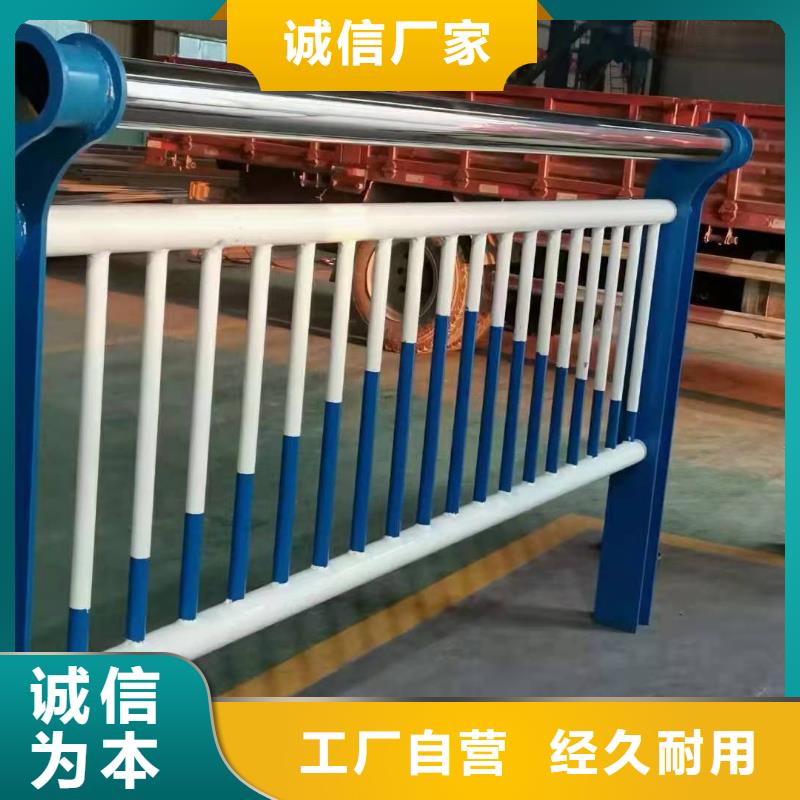
不锈钢防撞护栏制造厂家")
防撞护栏 施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。
不锈钢防撞护栏制造厂家")
不锈钢防撞护栏制造厂家")
不锈钢防撞护栏制造厂家")
1、柔性护栏的主要形势是缆索护栏,它是一种以数根施加初张力的缆索固定于立柱上而组成的结构,它主要依雅缆索的拉应力来抵抗车辆的碰撞,吸收碰撞能量,此种产品具有较大缓冲能力的韧性护栏结构;
2、半刚性护栏是一种续的梁柱式护栏结,主要使用形势是波形梁护栏。它是一种以波纹状钢护栏板相互拼接并由立柱支律而组成的连续结构,它利用土基、立柱、波形梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,此种产品具有一定的刚度和柔性;
3、刚性护栏是一种以一定形状的混凝土块相互连接而组成的式结构,它利用失控车辆碰掩后爬高并转向来吸收碰能量。它的主要使用形势是混凝土护栏,此种护栏是一种基本上不变形的护栏结构。
以上就是护栏公司为大家介绍的柔性护栏、半刚性护栏、刚性护栏的防装原理和其性能,我们在进行护栏选取时需要根据需求进行选择适合自己的护栏。
不锈钢防撞护栏制造厂家")
不锈钢防撞护栏制造厂家")
不锈钢防撞护栏制造厂家")
3 .可以焊接
3.1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
不锈钢防撞护栏制造厂家")
技术支持:cdlgp.com